HZDL-8汉字自动定硫仪供应煤炭测硫仪/HZDL-8汉字自动定硫仪
 供应煤炭测硫仪/HZDL-8汉字自动定硫仪
供应煤炭测硫仪/HZDL-8汉字自动定硫仪1747-ASB自动化在全自动产品
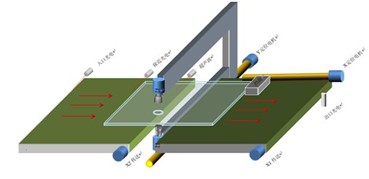
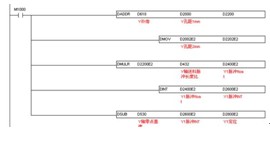
1747-ASB我国的发电行业便面临煤荒导致的电荒。如今,煤电带来的环境污染、变暖以及我国承担的减排任务都迫使我们必须寻求解决电源困局之道,调整能源结构,优先发展风电、太阳能发电和生物质能发电是现今技术条件下的最佳选择。本片案例是为太阳能光伏电池覆盖钢化玻璃板流水线作业打孔,设备加工精度,效率要求高,在不降低性能的前提下,最大程度的控制了成本。


| 项目 | 说明 |
| 钻孔数量 | 36(可扩充) |
| 精度 | ±0.5mm |
| 定位轴速度 | 3m/min |
| X送料速度 | 32m/min |
| Y轴速度 | 3m/min |
| 上下钻速度 | 6000rpm |
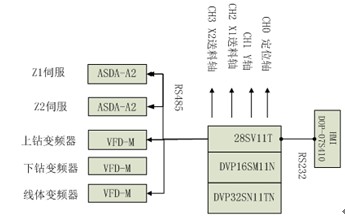
| 名称 | 数量 | 说明 |
| 人机界面 | 1 | DOP-07S410 |
| 控制器 | 1 | DVP-28SV |
| 扩展模块1 | 1 | DVP16SM11N |
| 扩展模块2 | 1 | DVP32SN11TN |
| 变频器 | 3 | VFD-M 750W |
| 伺服 | 6 | A2*3/B2*3 |
| 设备 | 软件 |
| 控制器 | WPLSoft 2.20 |
| HMI | DOPSoft 1.00.07.13 |
| 伺服 | ASDA_Soft V4.07.05 |
| 变频器 | VFDSoft1.45 |
| PC-PLC通讯线 | IFD6601(232) |
| PC-HMI通讯线 | DOP-PC-USB |
| PC-A2伺服 | DOP-PC-USB |
| PC-B2伺服 | ASD-CNUS0A08(232) |
| PC-变频器 | IFD6500(485) |







ACFS-01全自动循环进样装置
HM-7017全自动交叉划线仪,质检院笔类检测仪器
用途简介:本机是将胶板印刷涂布原纸装在交叉划线机的光滑金属圈板上,然后将铅笔插入笔夹内拧紧,调节夹持位置,使械杆保持平衡,使铅芯接触在涂布原纸并进划画线。一次划15条,每条线长度60mm,每次划完15条线后,依旋转45度继续划线,共划4次。取划线迹中央边长26mm的正方形为试验样纸。
满足标准: QB/T 2774-2006条款5.5及GB/T 26704-2011《铅笔》的铅笔浓度试验要求
设计方案:
1.横向、纵向、角度旋转均由3台伺服微步电机传动,伺服微步驱动器驱动,台达24点PLC编程控制、7寸触摸屏显示操作。划线速度、间距、转角都可数字设定,达到精准控制。
2.夹具:通个杠杆重量平衡设计,在调节水平、平衡的状态下叠加砝码,确保划线重力准确性;夹具上下可调节。
技术参数:
1. 线长:60 mm;
2. 300 g 、500g砝码各2个
3. 旋转角度:45°;
4.计数器:7寸彩色触摸屏显示;深圳显控EA-070B
5. 微电脑控制,自动角度旋转并进划画线,精度数字调节转角,自动补偿;
6. 运行速度: 0-110字/min可调;
7. 铅芯夹具可上下调整,可调重锤平衡;
8. 配件:
①W14金相砂纸1包;
②芯尖规板2个(孔径0.6mm和0.7mm各1个);
③210g/m2 胶板印刷涂布原纸1包.
9.其它附件:
①.仪器中文说明书一份。
②.仪器保修卡一份。
③.专用工具一套。 弘铭—源自台湾,试验室检测仪器专家。专业生产拉力试验机、万能材料试验机、橡胶无转子硫化试验机、低温耐寒试验机、耐磨试验机,耐折试验机,破裂强度试验机,冲击试验机、疲劳试验机等各类检测仪器。 弘铭产品广泛应用于办公座椅家具类、制鞋、橡胶、塑胶、皮革、造纸包装、机械五金、电子、电线电缆汽机车零部件、自行车婴儿车等行业,是新材料检验、产品开发、物性试验、品质管理的必备工具。 弘铭—以科技为企业先锋;创新为发展动力;以国际水平的品质与同业携手共进,弘铭以其优良的品质,优质的售后服务在业界同仁的支援,几十家代理商的鼎立相助,充满活力的经营团队加上精良的仪器,创意的研发思路,在国际化、标准化、专业化的品质策领下,将逐步走向国际品牌之路。
K-系列工业自动化仪表盘
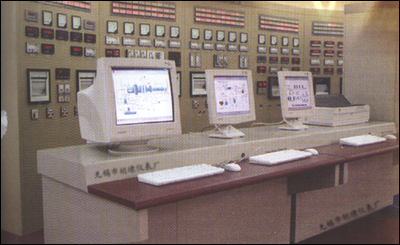
K-系列工业自动化仪表盘工业自动化仪表盘随同各种仪器仪表(其中包括盘面上的二次仪表,现场的一次仪表,调节器、执行器,及热工试验室仪器仪表),电器元件及盘内布线,接管等构成控制系统装置或称成套总成。我公司生产的K-系列工业自动化仪表盘广泛应用于炼油、化工、轻工、纺织、国防、冶金、电力、航空、造船、医药、酿酒和机械等工业生产过程控制系统中,组成各种规模的控制室。工业自动化仪表盘,按照结构形式,有屏式仪表盘,框架式仪表盘和柜式仪表盘等三大类,此外,还有控制柜,仪表箱,操作台及模拟仪表盘等,屏式仪表盘可分成带外照明的;框架式双可分成带附接操纵台,带外照明的;柜式仪表盘,形式规格繁多,有后开门,侧开门,带外照明,带附接操纵台等等,用户可以根据自己的需要,按照上述工业自动化仪表盘的类型,加于选择订货。
| |
自动化仪表盘 | |
| |
自动化控制系统 |

自动送丝直缝焊机

上海无尘无菌室全自动洗手烘干机 湖北无尘室洗手烘干机





无尘无菌室全自动洗手烘干机
型号:TXHD-27DW(50HZ)
结构主体:不锈钢制SUS或钢板烤漆
内部:不锈钢(SUS 304)
吹出空气:洁净度CLASS 100(ISO CLASS 5)
集尘效率:0.3um粒子99.99%以上
集尘要素:HEPA FILTER不织布FILTER
操作开关:PLC程控模块
吹出风速:约27(50HZ)m/sec由电热器加温
给水:自动给水龙头
必要设备:给水管1/2"PT牙 排水管1"PT牙
电源:AC220V 1φ50HZ
外形尺寸:520(w)*500(d)*1730(h)mm
消耗电力:约1300VA
噪音值:75dBA(距HAND DTYER 1米处)
以下空白
注:接受客户非标定做,欢迎来电咨询!
阿里巴巴诚信通:
LQ-25型LQ-25型乳化液浓度自动配比器B
LQ-25型乳化液浓度自动配比器是煤矿普采工作面和综采工作面乳化液泵站自动配制乳化液的装置,主要由乳化油箱、配液阀、水开关、油标、吸液管和吸液单向阀组成。乳化液浓度自动配比器可根据需要方便的调节乳化液的配制比例,并且结构简单,价格便宜。适用于煤矿井下具有瓦斯、煤尘爆炸危险的环境条件下,特别是煤矿采、掘工作面,实现乳化液自动配制。主要技术参数乳化油箱容积:25升; 配比调节范围:1.5~5%。适用水压:0.08-0.3MPa流量:10-21Kg/min进出口通径:¢20mm
热电偶热电阻自动校验装置
HN-WZJ-T型热电偶热电阻自动校验装置是我公司最新开发研制的第四代热工自动检定产品之一。热电偶热电阻自动校验装置是在Windows 环境下,完全使用Windows环境下的语言开发出的新一代产品,系统是以高档微机为核心,配以高精度进口数字万用表,以及低电势扫描开关、功率调节器等构成的测控系统。操作者可在中文Win95/ Win98/ WinMe操作系统下方便地用鼠标进行全过程的操作,微机系统实时显示检定炉(或油槽等)的控温曲线、温度及检定时间等参数。热电偶热电阻自动校验装置系统完全按照国家计量检定规程进行数据处理,并能打印各种记录表格、检定证书,还可保留原始记录以备将来查阅。系统完全实现了热电偶和热电阻检定过程的全部自动化,即:自动控温、自动检定、自动数据处理、自动打印检定结果。使操作者的劳动强度大大降低,并提高了检定的工作质量。本装置还提供了该系统的认证程序以及数据文件管理程序,为操作者对系统的认证和检定结果的归档、检索和查询提供了方便。
技术指标
| 扫描开关寄生电势 | ≤0.4 u V |
| 分辨力 | 最高电势测量分辨力0.1 u V |
| 最高电阻测量分辨力0.1m Ω | |
| 准确度 | 电势测量不确定度≤0.01% |
| 电阻测量不确定度≤0.01% | |
| 热电偶检定不确定度≤1.2℃ | |
| (含二等标准热电偶年变化0.7℃) | |
| 热电阻检定不确定度≤0.05℃ | |
| 恒温的稳定度 | 热电偶检定过程恒温后炉温变化≤0.2℃/min |
| 热电阻检定过程恒温后油槽温度变化≤0.04℃/min | |
| 冷端自动补偿 | 当冷端温度在(20±10)℃的范围内时,补偿误差≤0.2℃ |
| 检定温度 | 热电偶300~1100℃ |
| 热电阻0~300℃(包括低温热电偶) | |
| 检定支数 | 热电偶可同时检定1—5支 |
| 热电阻可同时检定1—5支,热电阻允许在同一温度点上进行多批检定 | |
| 一次可连续检定点 | 热电偶4个 |
| 热电阻3个 | |
| 检定时间 | 热电偶检定,正常条件下平均每百度约30分钟 |
| 工作环境 | 环境温度20℃±3℃ |
| 相对湿度≤75% | |
| 使用电源 | AC220V±10% 50±1HZ |
| 要求接地电阻≤4Ω |
系统的硬件配置
HN-WZJ-T热工自动检定系统由高精度数字多用表、主控箱、可控硅调节器、微机系统、恒温装置(检定炉和油槽)以及测量导线和通讯导线组成,如图所示。 .gif)
HN-WZJ-T热工仪表自动校验系统配置清单
| 微机系统 | 名称 | 单位 | 数量 | 备注 |
| 主机 | 套 | 1 | 配置P4 2.0以上256M 60G、光软驱,控制板卡(已装配) | |
| 显示器 | 台 | 1 | 17寸纯平 | |
| 激光打印机 | 台 | 1 | EPSON或CANON系列 | |
| 电脑桌 | 张 | 1 | ||
| 通讯电缆 | 根 | 1 | ||
| 多用电源插座 | 只 | 2 | ||
| 数采系统 | 主控箱 | 台 | 1 | |
| 测量控制电缆 | 套 | 1 | ||
| 万用表(进口) | 根 | 1 | KEITHLEY 6 1/2位(进口) | |
| 温度传感器 | 支 | 1 | 冷端补偿用 | |
| 控温系统 | 可控硅调节器 | 台 | 1 | |
| 控制信号线 | 根 | 1 | ||
| 电源线 | 根 | 1 | ||
| 其他配件 | 管式检定炉 | 台 | 1 | |
| 标准油槽 | 台 | 1 | ||
| 标准水槽 | 台 | 1 | ||
| 冰点器 | 台 | 1 | ||
| 创冰机 | 台 | 1 | ||
| 二等标准热电阻 | 支 | 1 | ||
| 二等标准热电偶 | 支 | 1 | ||
| 二等标准下班管温度计 | 套 | 1 | ||
| 软件资料 | 套 | 1 | 软件光盘、合格证、说明书 |
多路信号发生校验仪价格,多路信号发生校验仪工厂HN-20B型多路信号发生校验仪可模拟各种工业过程仪表的传感器和变送器,可同时输11路的标准信号,多路信号发生校验仪也可以测量一些过程仪表所产生的各种信号,因此适用于新一代自动化仪表、自动控制系统的调试和校验。
手持式信号发生校验仪HN-2000型手持式信号发生校验仪是一种智能化的工业仪表校验仪,精度高,体积小,可用于工业仪表的现场调校,也可用于实验室仪器仪表的校准。金湖华能自动化仪表有限公司简介金湖华能自动化仪表有限公司座落在美丽富饶的高邮湖畔,有“天下第一荷花”美称的鱼米之乡——金湖境内,交通方便,东临京沪高速、西靠宁连高速、盐金线贯穿境内。我公司拥有一批长期从事自动化控制专业高科技人才,为各行业提供了满意的成套系统。我公司主营:热电偶、热电阻、耐磨热电偶、铂铑热电偶、电磁流量计、涡街流量计、孔板流量计、压力变送器、雷达液位计、压力表、热电偶套管、仪表配件等。公司坚持“科技、创新、质量、服务”的发展方针,继续秉承“打造产业航母、贡献民族经济”的宗旨,在今后的发展中,将继续致力于品牌建设,不断培育新的经济增长点,把“华能”建设为国际品牌企业。本公司将以优质的产品、优惠的价格、优良的服务积极参与市场竞争,竭诚与各界朋友,新老客户诚信合作,共创辉煌!
RR/NC自动切缺口机
最新产品
- MATRIX MULTI-VIDEO MTX-OVR2007 MTXOVR2007 2025/11/22 19:34:49
- OMRON INTERACTIVE DISPLAY NT620C-ST141B NT620CST141B 2025/11/22 19:34:00
- RARITAN MASTERCONSOLE CAT USER STATION MCCAT-UST MCCATUST 2025/11/22 19:33:18
- MITSUBISHI FREQROL-E500 0.4kW FR-E520-0.4K FRE52004K 2025/11/22 19:32:33
- MITSUBISHI AC SERVO MOTOR HA80NC-SS HA80NCSS 2025/11/22 19:29:57
- TBR Treadmill Inverter SLV323I SLV323I 2025/11/22 19:29:21
- PHOENIX QUINT-PS-3X400-500AC/24DC/20 2938727 2025/11/22 19:28:36
- FUJI IS70B JZMMC-IS70B DF9200143-B0 JZMMCIS70B DF9200143B0 2025/11/22 19:27:55
- WEINTEK EASY VIEW MT506TV5EV MT506TV5EV 2025/11/22 19:25:07
- RS AUTOMATION 0.75kW AC SEVO MOTOR CSMT- 2025/11/22 19:24:20
- SAMSUNG MAIN BOARD CAIRO-5 694A-25A PBA: 2025/11/22 19:23:34
- HITACHI J100 IGBT INVERTER J100-037LFU2 J100037LFU2 2025/11/22 19:22:59
- SANYO DENKI AC SERVO DRIVER PY0A100E0XXYPH1 PY0A100E0XXYPH1 2025/11/22 19:20:11
- FUJI F7706178(2)A VT2-HPCPU F7706178(2)A VT2HPCPU 2025/11/22 19:19:24
- STEC MASS FLOW CONTROLLER SEC-7330MC-UC- 2025/11/22 19:18:50
- MOONS STEPPING MOTOR 24HS2604-01N 24HS2604 01N 2025/11/22 19:18:14
- HITACHI HIZAC POM-RH 33016133-6 POMRH 330161336 2025/11/22 19:15:26
- COMI-LX412 V2.01 2025/11/22 19:14:47
- OMRON SYSMAC C60H C60H-C3DR-D-V1 C60H C3DR D V1 C60HC3DRDV1 2025/11/22 19:14:00
- 6900-A58 6900A58 2025/11/22 19:13:11
- MITSUBISHI AC SERVO MR-C40A-UE MRC40AUE 2025/11/22 19:10:11
- VEXTA 5-PHASE 0.72 STEP PK523HPB PK523HPB 2025/11/22 19:09:30
- SEW 5.5kW 7.5HP MOVITRAC LTE MCLTEB00555 2025/11/22 19:08:47
- EP204-100-ENR0.DOR EP 2025/11/22 19:08:08
- SIEMENS SIMATIC S7 6ES7 331-7PF00-0AB0 6ES7 3317PF000AB0 2025/11/22 19:05:27
- MITSUBISHI Option Kit for E700 Series VFD FR-A7AY-E KIT 2025/11/22 19:04:50
- D05030B 1/2 2025/11/22 19:04:06
- DNX1128 DNX1128 2025/11/22 19:03:29
- OMRON AC SERVO DRIVER R88D-UP03V R88DUP03V 2025/11/22 19:00:49
- LS LSP-D3-JP LSPD3JP 2025/11/22 19:00:04