DR86易畅DR86钢板测厚仪厂家,易畅DR86超生波测厚仪价格,DR86铸铁测厚仪,DR86高温测厚仪
 钢板测厚仪厂家,超生波测厚仪价格,铸铁测厚仪,高温测厚仪
钢板测厚仪厂家,超生波测厚仪价格,铸铁测厚仪,高温测厚仪产品详细介绍:
山东济宁易畅高精度超声波测厚仪采用超声波测量原理,适用于能使用超声波以一恒定速度在其内部传播,并能从其背面得到反射的各种材料厚度的测量.
高精度超声波测厚仪,适用于各种材料的高精度厚度测量需求,可应用于钢、铸铁、铝、铜、锌、石英、玻璃、聚乙烯、PVC,灰口铸铁、球墨铸铁等材质的被测物体厚度测量。 只需要将探头放置于被测物体一侧的接触面上,既可以迅速测量出被测物体厚度。
高精度超声波测厚仪技术参数:
测量范围0.65 ~400mm(量程根据探头而定)
标配一个探头(1-200mm)
材料声速:509~18699m/s
测量精度±(0.5%H+0.03)mm
显示精度: 0.01mm 或 0.1mm
扫描速度:2~20 times/sec.
频率带宽: 1~10MHz
屏幕显示:128×64 点阵液晶屏幕
电源:2节5号电池
工作时长:280 小时(自动模式)/100 小时(背光打开模式)
适用温度范围: -10℃~50℃(室温测量环境)/-10℃~300℃(高温测量环境)
仪器尺寸:136×72×20mm
仪器重量: 176g(含电池)
高精度超声波测厚仪功能特征:
•几乎适合于所有材质的厚度测量,如:金属,玻璃,塑料,橡胶等材料;
•测量精度高,测量范围大;适用于管材厚度测量;
•全系列测厚探头可以配合测厚仪满足多用途厚度测量应用;多种探头可选,适合特殊测厚应用,包括灰口铸铁等粗晶粒材料和高温环境测量(温度可达300℃)应用;
•开机自检功能,有助提高测量精度;
•自动关机时间可根据用户习惯自行设置;
•探头零点自动校准,声速校准功能;
•内置9种材料的声速,并可编辑,方便用户使用;
•多种实用测量模式:标准测量模式,扫查模式,差值测量模式,平均值测量模式,极值报警模式,高温测量模式(另配高温探头和高温耦合剂);
• 8键盘按钮人性化设计,简单方便快速进行:零点校准,单点和两点校准声速,以及方向键自由调整数值;
•人性化数据保存模式:可分组保存数据,可选择每组保存数据量,无需手动保存测量数据,简化操作;
•大容量数据存储:数据存储量可达2000组;
•公/英制可选:显示单位可在毫米和英寸间选择.
高精度超声波测厚仪标准配置
| 序号 | 名称 | 数量 | 备注 |
| 1 | 测厚仪主机 | 1台 |
|
| 2 | 标配探头 | 1个 | 5MHz,Ф10mm |
| 3 | 耦合剂 | 1瓶 |
|
| 4 | 电池 | 2节 |
|
| 5 | 说明书 | 1份 |
|
| 6 | 合格证 | 1份 |
|
| 7 | 仪器箱 | 1个 |
|
日本TAIYO太阳铁工气缸
TAIYO气缸: 1)TAIYO标准气缸 TAIYO:10Z-2(呼出压力:1mpa,内径:20/25/32/40mm) TAIYO:10Z-3(呼出压力:1mpa,内径:12/16/20/25/32/40/50/63mm) TAIYO:10A-2(呼出压力:1mpa,内径:32/40/50/63/80/100/125/140/160/180/200/250mm) TAIYO:10A-3(呼出压力:1mpa,内径:50/63/80/100/125/160/180/200/250mm) TAIYO:10A-6(呼出压力:1mpa,内径:32/40/50/63/80/100/125mm) TAIYO:10A-6V(呼出压力:0.7mpa,内径:40/50/63/80/100mm) TAIYO:10A-2V2(呼出压力:0.7mpa,内径:40/50/63/80/100mm) TAIYO:10A-2R(呼出压力:1mpa,内径:32/40/50/63/80/100/125/140/160mm) TAIYO:10A-2K2(呼出压力:0.7mpa,内径:40/50/63/80/100mm) TAIYO:10A-2D(呼出压力:1mpa,内径:32/40/50/63/80/100/125/140/160/180/200/250mm) TAIYO:10A-2A(呼出压力:1mpa,内径:32/40/50/63/80/100/125/140/160mm) TAIYO:10A-6A(呼出压力:1mpa,内径:32/40/50/63/80/100/125mm) TAIYO:10A-6G(呼出压力:1mpa,内径:40/50/63/80/100mm) TAIYO:10Z-2R(呼出压力:1mpa,内径:20/25/32/40mm) TAIYO:DC7.DC7H(呼出压力:1mpa,内径:40/50/63/80/100/125/150mm) TAIYO:DC7R.DC7HR(呼出压力:3.5mpa,内径:20/25/32mm)(呼出压力:3.5mpa,内径:20/25/32mm) TAIYO:DC7D.DC7HD(呼出压力:1mpa,内径:40/50/63/80/100/125/150mm) TAIYO:7AL-3(呼出压力:1mpa,内径:280/320/360/400mm) 2)TAIYO迷你气缸 TAIYO:7Z-1(呼出压力:0.7mpa,内径:4/25mm) TAIYO:7Z-2(呼出压力:0.7mpa,内径:6/10/16mm) TAIYO:7Z-2R(呼出压力:0.7mpa,内径:6/10/16mm) TAIYO:7Z-2SR(呼出压力:0.7mpa,内径:6/10/16mm) TAIYO:7Z-2SH(呼出压力:0.7mpa,内径:6/10/16mm) TAIYO:10Z-3(呼出压力:1mpa,内径:12/16/20/25/32/40/50/63mm) TAIYO:10Z-2(呼出压力:1mpa,内径:20/25/32/40mm) TAIYO:10Z-3A(呼出压力:1mpa,内径:20/25/3240/50/63mm) TAIYO:10Z-3V2(呼出压力:1mpa,内径:20/25/32/40mm) TAIYO:10Z-2V2(呼出压力:1mpa,内径:20/25/32/40mm) TAIYO:10Z-2K2(呼出压力:1mpa,内径:20/25/32/40mm) TAIYO:10Z-3SR(呼出压力:1mpa,内径:12/16/20/25/32/40mm) TAIYO:10Z-2SR(呼出压力:1mpa,内径:20/25/32/40mm) TAIYO:10Z-3SH(呼出压力:1mpa,内径:20/25/32/40mm) TAIYO:10Z-2SH(呼出压力:1mpa,内径:20/25/32/40mm) TAIYO:10Z-2D(呼出压力:1mpa,内径:20/25/32/40mm) TAIYO:10Z-3D(呼出压力:1mpa,内径:20/25/32/40/50/63mm) TAIYO:10Z-2G(呼出压力:1mpa,内径:25/40mm) TAIYO:10Z-3G(呼出压力:1mpa,内径:25/40/*50/63mm) TAIYO:7N-1(呼出压力:0.7mpa,内径:6/10/16mm)
DZ-IP07铁路网络广播系统报价 铁路远程广播系统报价 铁路寻呼广播系统报价厂家
 项目概况:
项目概况:
广州火车站,是广东最主要的火车站,大部分以广东为始发和达到车站的列车都停靠在火车东站,位于海珠区。
广场由地下二层、地下一层组成,地下建筑面积16500平方米,其中二个地下车库为人防工程,面积为6200平方米,隶属于广州铁路局管辖,现为一等站,现有南、北售票厅、五个普通候车室、一个软席候车室、七个站台。
项目需求:
● 为充分体现客运站调度职能,在各站台,候车厅,售票大厅等安装扬声器用来自动播放列车检票、进站信息,广播寻呼找人等。
● 利用公共广播系统进行个人人身安全与个人物品防盗安全等知识宣传;有效杜绝盗窃,诈骗等治安案件发生。
● 为中心调度员、车站值班员提供对相应区域进行有线广播。
● 遇到突发事件与环境因素使列车晚点导致旅客滞流时,及时有效的疏导旅客,避免发生群体性事故,起到事故抢险、组织指挥功能。
● 当发生火灾时,自动与消防系统联动,发出警报声音,疏导乘客安全撤离的防灾广播。
● 为了使广大旅客能有一个良好的候车环境,在列车播报信息空闲时播放一些背景音乐;有效的缓解大脑疲劳,轻松候车。
实现的功效:
1、列车播报信息
系统通过语音合成软件自动与播报显示系统相结合,同步播放列车班次信息与各列车即时状态。
2、安全知识宣传
按预先录制安全知识语音,通过广播系统可定时的进行播放一些防盗知识与防骗知识等或当发现监控视频中有紧急冶安情况时,可通过广播进行喊话或指挥现场处理工作,对可疑对象也有语音震慑作用。
3、对应分区广播
中心调度员、车站值班员能对相应的区域进行广播,例如站台、售票区、站厅、出入口与办公区各使用者可根据自己的现场环境广播不同的广播内容。
4、消防/应急疏散
当车站大量旅客滞流或发生紧急性灾害时,广播系统自动转为抢险通信设备,起到组织指挥和疏导乘客安全撤离时的中心防灾广播。
5、播放背景音乐
在候车厅等场所,可以播放一些比较轻柔的轻音乐来缓解乘客的候车紧张情绪,使广大的乘客拥有良好的候车环境与文化,共创和谐社会。
另外还可实现以下功能:
(1)多音源同时传输
能够同时传输6套音源,可手动选择终端服务器播放任一音源,也可以通过网络主机强制终端服务器播放某一音源。可实现双向控制,既可在机房控制,也可在终端控制。
(2)支持网络状态查询,可迅速查到网络故障位置,方便系统维护
(3)电话广播(电话分区寻呼)
系统可与电话输入分区寻呼器(或外线)连接,实现远程(或区内)电话广播功能,可通过电话按键实现定点广播、分区广播、同步广播。 
特点和优势:
(1)强大的系统
系统无需扩展便可控制多达256台终端,128个分区,8台远程呼叫站,8台CD播放器,8台调谐器,8台MP3播放器,1台电话输入寻呼器,分支器(内部集成中继器)数量无限制。
(2)超远程寻呼
高集成度主机,主机实现编程控制终端节目选择音量选择,控制远程呼叫站,使得远程呼叫站可挂接在网络上的任意位置,允许远程呼叫站距离主机达10公里。内部集成音频处理器,将音频信号处理后输出后给256台终端使用。
(3)先进的SMT技术
使用先进的SMT技术,机器自动化生产,杜绝人为操作误差,有效保证产品品质。
(4)菊链式连接方式
类似于总线制方式,但技术比总线制先进。基本系统采用两条超五类双绞线进行铺设,可提供1路紧急广播和5路背景音乐,用线少,布线成本低,安装方便,灵活配置,有效的降低了布线的周期和成本。
(5)高可靠性与保密性
由于采用数码控制传输方式,系统不受功率限制,可靠性、稳定性极高,灵活性极强。整个传输数据采用特有的编解码技术进行编码后利用超5类屏蔽双绞线进行传输,保密性得到极大的提高,有效的防止了信号的外泄。
(6)超静态待机
在系统不进行任何广播时,终端服务器处于关闭状态,喇叭听不到任何丝毫噪音(传统广播时刻处于待机状态,噪音无法避免),既保证了你的工作环境的清净,又增强了喇叭的使用寿命。当有广播信号进入终端服务器时,电源立即启动,喇叭进行广播。
(7)简便的操作
操作方便,显示直观,实时显示出当前的工作状态,良好的人机对话界面,初学者无需专业培训亦可轻易掌握,易懂易学易操作。
(8)系统扩展升级
无需从控制室重新铺设线路和增加设备,只要在原有的线路上往下加接终端服务器就可以完成。
(9)维护方便
支持网络状态查询,可迅速查到网络故障位置,方便系统维护。
铁氟龙针头
此种针头可防止瞬间胶在针管内堵塞且对低浓度液体具较佳流量控制,不锈钢针管内具Teflon内衬
欢迎来电咨询订购!
100*100-2000*5000铸铁平台-划线平台
铸铁平板又称铸铁平台,外观基本上是箱体式,工作面有长方形、正方形、圆形等,材料为HT200-300,QT400-600,采用刮研工艺,工作面上可加工V形、T形、U形槽、燕尾槽、圆孔、长孔等,是用于工件、设备检测、划线、装配、焊接、组装、铆焊的平面基准量具。
产品标准:
按GB/T22095-2008标准制造,产品制成箱方式,工作面有长方形、正方形或圆形,材质HT200-300 QT400-600,工作面采用刮研或精铣工艺,工作面上可加工V型槽、T型、U型槽、燕尾槽、和圆孔 、长孔等。平板是用于工件检测、划线、装配得平面基准量具。平板安装调至水平、负荷均匀布于各支点上。
技术参数:
| 规格(长×宽) | 精度等级 | |||
|
| ||||
| 0级 | 1级 | 2级 | 3级 | |
| 平面度公差 | ||||
| 200×200 | 5 | 10 | 20.5 |
|
| 200×300 | 5.5 | 11 | 22 |
|
| 300×300 | 5.5 | 11 | 22 |
|
| 300×400 | 6 | 12 | 24 |
|
| 400×400 | 6.5 | 12.5 | 25 |
|
| 400×500 | 6.5 | 13 | 26 | 66 |
| 400×600 | 7 | 14 | 27.5 | 70 |
| 500×500 | 6.8 | 14 | 28 | 68 |
| 500×600 | 7 | 14.2 | 28.5 | 71 |
| 500×800 | 8 | 15.5 | 31 | 78 |
| 600×800 | 8 | 16 | 32 | 80 |
| 600×900 | 8.3 | 16.5 | 33 | 83 |
| 1000×750 | 9 | 18 | 36 | 90 |
| 1000×1000 |
| 20 | 40 | 97 |
| 1000×1200 |
| 20.5 | 41 | 103 |
| 1000×1500 |
| 22 | 45 | 112 |
| 1000×2000 |
| 26 | 52 | 130 |
| 1500×2000 |
| 28 | 56 | 140 |
| 1500×3000 |
|
| 70 | 174 |
| 2000×3000 |
|
| 74 | 184 |
| 2000×4000 |
|
| 88 | 219 |
|
|
|
|
|
|
备注:大于以上规格可订做或拼接。
HJ-BS3D型铁精矿分析仪器,铁精矿品位分析仪器
cms-0500钛铁矿微波还原|钛铁矿微波还原设备|钛铁矿微波还原工艺
3. 无热惯性,高温加热的即时性、易于实现自动控制
微波还原对矿粉进行直接加热,内外同时受热,速度快,热损低,明显提高碳的还原能力,热能利用率高;微波窑内环境温度低,可即停即用无热惯性,无能源损耗。
5. 热惯性小,高温加热的即时性、易于实现自动控制
微波还原能对矿粉进行直接加热,无需热传导,物料在微波的高频震荡摩擦下急剧升温,内外同时受热,速度快,热损低,明显提高碳的还原能力,热能利用率高;传统窑炉加热方式是先要把炉内环境预热而后再辐射到物料上,受热方式从外像内传导,热损耗高,受热慢,且开启窑后不易停窑,微波窑内环境温度低,可即停即用无热惯性,无能源损耗。
140CPU67160在变压器铁芯横剪线上的应用
140CPU67160华东地区一直是电工装备设备使用大户,特别是变压器铁芯制造业。在国内也不乏有电工装备的制造企业,但在全伺服电动数控横剪线方面,与国外同行相比还较落后,尤其是装备于电力变压器铁芯制造的400型、600型、甚至900型的变压器铁芯横剪线。这些年随着国内对电力行业的大力投入,电力设备行业一直处于上升态势,很多企业已经看好未来的市场,纷纷采购大型的变压器横剪线来装备自己,从目前国内变压器铁芯加工行业近年来对横剪线的需求来看,液压横剪线、气动横剪线都因存在诸多的设计缺陷被逐步淘汰,而进口的加拿大MTM线、德国乔格线等价格太高,一般捉襟见肘的中小型企业无法承受。
目前,140CPU67160通过与设备厂商深入合作,开发出了全伺服硅钢片横剪线,通过采用10MC运动控制器与高速CANOPEN总线控制、台达A2系列伺服,使设备的精度与速度都达到或超过行业内的标准。并且在控制架构上,由于采用总线控制,当客户的设备需要有更多工位时,可以在不增加控制器成本的情况下,使全套设备升级,具有极高的可扩充性、灵活性与性价比。
2 设备结构及工作原理
设备结构如图1所示。

图1 设备图
此设备用于变压器铁芯的定长裁切,将成卷的硅钢带裁切成一定长度一定形状的硅钢片。设备组成部分(见图1)包括放料机构、送料单元、45度角裁切、135度角裁切、冲V形孔、轨道位置调整,另外,0度切和圆孔冲为选配。
此设备全线采用单边定位、可全自动调宽。设备裁切出来的各种形状的成品,通过相应的叠装法,组合成变压器铁芯的半成品,如图2所示。
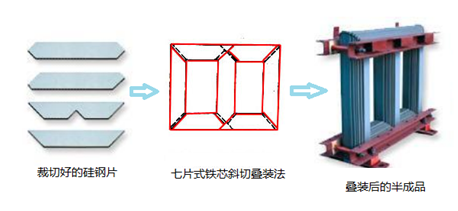
图2 铁芯的生产过程

设备工作时,用户首先选择想要裁切的硅钢片形状,并输入相关参数,起动设备,PLC先会根据参数计算出各工位的动作顺序及每一步的送料长度,然后再动作。
设备的生产过程,本质上来说,属于“停剪”,即先用伺服拖动送料辊,送出相应长度钢带,然后,送料停止,气缸压紧钢带,再让剪切工位动作,让伺服带动切刀上下切一次,将料切断,再送料,周而复始。
剪切固定形状的硅钢片,较为简单。我们在10MC程序中固化了几种常用的片型形状,客户选择后,输入不超过4个参数,设备就可裁切出符合要求的硅钢片。
此设备控制的真正难点在于,如何实现裁切客户多种“非标准”片型。
3 电气架构及选型说明
通过详细了解客户设备的工艺(目前的设备为2剪1冲,配了5颗伺服),我们给客户配置了以下产品:PLC: DVP10MC11T+16SP11R×2、人机界面DOP-B10S615、ASDA-A2-M伺服2kW×5、CANOPEN专用电缆与终端电阻以及其它电气配件。

图5 控制架构图
4 部分程序说明
设备工作前,首先要设好系统参数,主要是机械相关参数。

图6 系统参数界面
之后,要设置好设备上已装好了的各工位相对位置,这里的参数非常重要,决定设备的裁切精度,及各工位工作时的先后顺序。
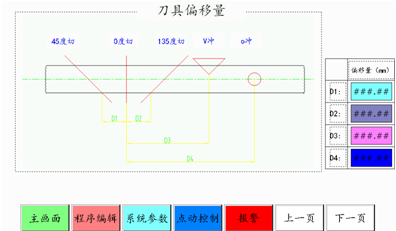
图7 刀具偏移量界面
设备系统参数设定好后,就可以正常生产了。首先,选择片型,并设好硅钢片原料的宽度。如图8所示,然后输入加工的长度及片数,按下启动按钮后,设备生产开始。
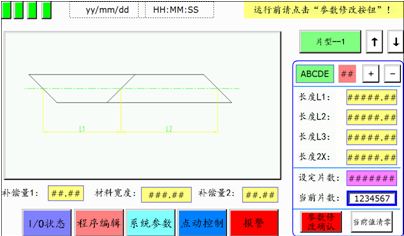
图8 加工长度及片数设置界面
上文中提到,如果客户想要生产非标准片型,怎么办?在这里,我们为客户提供了可供其自由编辑动作步骤的画面,如送料多少,然后,哪把切刀动,再送料多少,再动哪把切刀等等。
每个客户自定义的片型有50步加工程序,HMI中一共可存80组片型的数据,并且可以给每个片型起名。实现这个功能是利用了台达屏的配方功能。如图9所示。

图9 程序编辑界面
在屏的程序里,我们已将为设备日后升级成“3剪2冲”做了准备(多了零度切和圆孔冲),这样,不管客户设备的配置如何,操作界面是统一的,方便操作人员的使用。
10MC处理上面的用户自定义片型的方法是:通过将配方从HMI调回PLC,再通过相应运算(由子程序完成),将数据算好,然后由主程序调用。
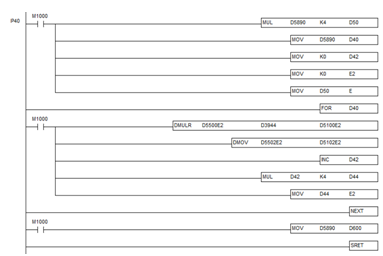
图10 PLC程序
点动调机主要用于设备初期调试与后期的故障排除,如图11所示。

图11 点动调机界面
5 PLC程序说明
10MC使用双CPU控制,140CPU67160一个CPU执行运动控制程序,用CANOPEN BUILDER软件编程;一个CPU为标准PLC,用台达WPLSOFT软件编程,两个CPU之间通过共用的数据交换区交换数据(D6000到D6476)。
根据10MC自身的特点,在编程时,我们将控制A2伺服的程序编写在运动控制程序中,共有5个子程序(任务),分别是CFC1-SON(控制伺服使能及原点初使化),CFC-JOG(在点动调机时,控制各伺服),CFC03-MAIN(设备正常工作时,控制并协调各伺服的动作),CFC04-STOP(保护功能),CFC05-READ(将伺服的当前位置及速度等相关参数读回,并传给PLC程序控制相关气缸)。

图12 控制程序界面
PLC部分的程序主要是运算和逻辑处理,让运动CPU与普通PLC CPU分工处理设备的程序,使程序结构清晰,调试方便。
图13中的PLC程序为点动调机功能,通过触发相关位信号(如M171,M172等等),并通过公共数据交换区(这里是D6252,D6253)将信号传给运动控制CPU,然后运动控制CPU再解析每个位的作用,控制相应伺服(如上图用的是MC MOVE VELOCITY指令)。
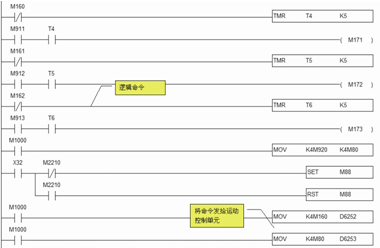
图13 点动调机功能实现程序
6 伺服调试简要说明
140CPU67160伺服具有很多工作模式,本文中选择的是其CANOPEN控制模式,通过DS402协议控制伺服运转。由于是采用通讯,参数设置主要为增益参数(本文中使用的是半自动增益调整,频宽40,开启共振抑制P2-47=1)、通讯参数(P3-00到P3-09)。如果现场对通讯的干扰大时,可将通讯参数P3-09的个位数由小调大,并正确使用终端电阻,可解决此问题140CPU67160。
Y355铸铁接线盒
联系手机:15131787688
联系QQ:1240351120
联系电话:
公司网址:http://www.djpj006.com
河北省东光县沧州明宇电机电器设备有限公司,位于东光县工业开发区,紧邻京广铁路,104京福公路及京沪高速公路。本厂自建厂以来始终本着“科技为本、追求发展,以质量赢市场、以服务创效益”的企业思想,勇于拼搏。现以发展成为拥有员工六十五名,各类机械用模具加工设备车、刨、磨、铣、线切割等五十台,生产销售一条龙的大型厂家。我们公司专门生产纺织机械烫光机用集电环,同时生产各种规格型号电机集电环、集电器,广泛用于环保设备,如各种规格的刮泥机系列(中心传动刮泥机、周边传动刮泥机等),及食品机械、水钻生产机械,空心砖生产机械及需要旋转导电的各种机械设备等。客户只要提供相应的工作参数或者图纸,我们就能生产出另您满意的产品. 我公司主要产品有;YZR.YR.YZR2.JR.JZR.JZR2.Z2.Z4.ZQ等电机精密铸造铜铝铁电机刷握,电机刷架;电机刷盒;胶木刷架.电机集电环;电机钢环;电机铜环;电机碳刷;电机电刷;电机碳刷架;电机风叶.电机胶木件.各种电机用不锈钢恒力弹簧;电机风罩;电机端盖;电机接线板;电机接线盒;电机电阻器.电机换向器.电机绝缘子等电机配件,欢迎各界朋友到我公司参观洽谈! 电刷在集电环上运行时,在其接触面上形成一层均匀、适度、稳定的氧化膜,这是电机运行良好的主要标志之一。由于这层氧化膜的存在,改变了电刷与集电环的接触特性、减少了摩擦、降低磨损、延长使用寿命。氧化膜是一种复合薄膜,其组成成分与电刷型号及集电环的材料成分有关。氧化膜的正常厚度在8~10O m的范围内,一般为25 m。用电子显微镜观察发现,电刷与集电环接触面是由无数个点相接触。一般接触面积只有电刷总面积的千分之几左右。接触面积的大小,由电机的转速、集电环材质的硬度、加工精度、偏摆度、电刷的材质、电刷上的压力大小等因素来决定。有研究发现,外加电压小时,氧化膜是绝缘的。当电压升高到一定值时,氧化膜被击穿。当击穿后,不管电流如何增加,由于导电点的增加、导电面积的扩大,则接触电压保持恒定。氧化膜具有非常好的润滑性能。以石墨电刷为例,电刷与集电环接触表面起润滑作用的润滑层主要是石墨膜。这层石墨膜,将电刷与集电环分开,使摩擦在石墨润滑层间进行,降低了摩擦系数,减少了摩擦热的产生,减少了电刷的磨损。电刷的过热故障,很多情况是由于氧化膜被破坏且无法重新建立导致的。铜电刷则生成铜氧化物薄膜。
电刷使用性能良好标志应该为:
在换向器或集电环表面能较快形成一层均匀、适度和稳定的氧化薄膜;
电刷的使用寿命长,并不磨损换向器或集电环;
电刷具有良好的换向和集流性能,使火花抑制在允许的范围内,并且能量损耗小;
电刷运行时,不过热、噪声小、装配可靠、不破损。
2.电机运行时应注意的电刷方面的问题
电刷和集电环的价值不高,技术含量也不高,但是,对电机的正常运行却有很大的关系,稍不注意就会造成很大的损失。因此,为确保电机的安全运行,一定要注意对电刷的日常维护和保养,尤其要注意以下几个方面的问题。
电刷装入刷握内要保证能够上下自由移动,电刷与刷握内壁的间隙在O.1—0.3 mm之间,以避免电刷和刷握之中因间隙过大产生摆动。刷握下边缘距整流子表面的距离应该保持在2 mm左右。如距离过小,刷握容易触伤换向器,距离过大,电刷易颤动而导致破损。
在同一台电机上,原则上应该使用同一种型号的电刷。对于个别换向特别困难的大中型电机,可采用双支电刷,其滑入边采用润滑性能好,滑出边采用抑止火花能力强的电刷,从而使电刷的运行得到改善。
电刷磨损到一定程度要更换新的电刷。电刷最好一次全部更换。如果新旧混用,可能会出现电流分布不均匀的现象。对于大型机组,停机更换电刷,势必影响生产,可以选择不停机。我们通常建议客户的做法是每次更换20%的电刷(即每台电机的每个刷杆的20%),每次间隔时间为1—2周,待磨合再逐步更换其余电刷,以保证机组的正常连续运行。
为了使电刷与换向器接触良好,新电刷应该进行磨弧度,磨弧度一般在电机上进行。在电刷与换向器之间放置一件细玻璃砂纸,在正常的弹簧压力下,沿电机旋转方向研磨电刷。砂纸应该尽量粘紧换向器,直至电刷弧面吻合,然后取下砂纸,用压缩空气吹净粉尘,再用软布擦拭干净。研磨电刷不宜采用金刚砂纸,以防金刚砂颗粒嵌入换向器槽内,在电机运行时擦伤电刷和换向器表面。磨弧后,电机先以20% 一30%负荷运转数小时,使电刷和换向器磨合,并建立均匀的氧化薄膜。再逐步提高电流至额定负荷。
施于同一台电机各电刷的单位压力应力求均匀,以免电流分配不均,导致个别电刷产生过热和火花。电刷的单位压力应按“电刷技术性能表”来选择。对于转速较高的电机或在振动条件下工作的电机,应适当提高单位压力,以保证正常工作。通常电刷单位压力过高,使电刷的磨损加剧,单位压力过小,接触不稳定,容易出现机械火花。
运行检查:加强定期与不定期的设备巡回检查工作,正常情况下,工作人员每天必须对发电机电刷进行两次检查(上午一次,下午一次),用红外测温仪测量集电环和电刷的温度。夏季高峰负荷期间以及无功和电压波动较大时应缩短温度测量间隔,更换的新碳刷做重点检查。有条件的单位应定期用红外热像仪测量集电环和电刷的温度。并做好巡回检查设备运行工况记录。
3.有关电刷故障的几点分析及建议
加强对电刷表面氧化膜的认识,创建其形成和正常工作的条件。有些故障的发生,主要原因是因为电刷表面的氧化膜润滑层无法形成。氧化膜的形
成需要一些条件,当条件不满足时,氧化膜无法形成或形成不良。主要有以下几个原因:
(1) 温度过高:电刷的氧化膜一般在70℃ 左右较易形成。当集电环、电刷出现过热故障时,通常温度都在15O℃ 以上。此时即使换上新的电刷,氧化膜也不易形成,无法起到润滑作用,电刷磨损将加剧,导致温度继续升高,成为恶性循环。此时可采取外部强迫降温的方法,譬如涂抹凡士林、大功率风扇通风等手段,使集电环温度降到正常范围内,持续一段时间,让电刷表面氧化膜逐渐形成,使之进入良陛循环状态。
200*450mm三层调整垫铁作用和安装方法
三层调整垫铁作用和安装方法
三层调整垫铁安装在机床的地甚平面可以量混凝土,也可以是木质的,要求平整结实。安装时,旋出调节螺杆,将机床置于垫铁的负荷盘上,然后从上面旋入螺杆。调整机床导轨水平,顺时针旋动时机床上升,反时针时机床的下降,调好后压紧螺母。在机床的安装区域内,如果地基平面的高度差超过本产品的调节范围时,可以在机床与负荷盘间增加垫片;机床防震垫铁橡胶有蠕变现象,待经14天趋向稳定,故要求机床使用14天后再调整一次水平。使机床的楼上安装成为可能。可以调节机床水平,调节范围大、方便、快捷。减震胶垫采用丁腈合成橡胶,耐油脂和冷却剂。
最新产品
- WHITTET HIGGINS锁紧螺母AN-22 2025/11/21 22:13:24
- WHITTET HIGGINS锁紧垫圈W-22 2025/11/21 22:09:58
- WEG电机W21 IE2 160KW 2P W315S/M 2025/11/21 22:07:29
- TRICO喷嘴盖34402 2025/11/21 22:02:49
- TRELLEBORG密封圈RS1301600-T46N 2025/11/21 21:59:58
- TRELLEBORG密封圈PT0403000-T46N 2025/11/21 21:56:19
- TE电位器PT101-0040-111-6130 2025/11/21 21:51:57
- 兔子凝血因子Ⅱ(FⅡ)ELISAKit2025科研试剂现货 2025/11/21 21:48:24
- 植物吲哚乙酸(IAA)ELISAKit2025科研试剂现货 2025/11/21 21:48:02
- 鱼雌激素2025科研试剂现货 2025/11/21 21:47:44
- 植物玉米索核苷(ZR)ELISAKit2025科研试剂现货 2025/11/21 21:47:23
- 植物维生素E(VE)ELISAKit2025科研试剂现货 2025/11/21 21:46:44
- 鱼促卵泡素2025科研试剂现货 2025/11/21 21:46:02
- 瓜氨酸2025科研试剂现货 2025/11/21 21:45:26
- 大鼠(Rat)组织型纤溶酶原激活物(tPA))Elisa试剂盒2025科研试剂现货 2025/11/21 21:44:42
- 鱼雌二醇2025科研试剂现货 2025/11/21 21:44:15
- 鲑鱼降钙素(SCT)ELISAKit2025科研试剂现货 2025/11/21 21:43:38
- 植物维生素B12(VB12)ELISAKit2025科研试剂现货 2025/11/21 21:43:12
- 豌豆凝集素(PSA)ELISAKit2025科研试剂现货 2025/11/21 21:42:30
- 植物凝脂酸(PA)ELISAKit2025科研试剂现货 2025/11/21 21:41:50
- SES HELAVIA电缆支架15-149 02540015010 2025/11/21 21:41:49
- 植物维生素A(VA)ELISAKit2025科研试剂现货 2025/11/21 21:41:10
- 牛蛙生长激素(GH)ELISAKit2025科研试剂现货 2025/11/21 21:40:40
- 兔子抗中性粒细胞颗粒抗体(ANGA)ELISAKit2025科研试剂现货 2025/11/21 21:40:08
- 小鼠碱性成纤维生长因子(bFGF)ELISAKit2025科研试剂包邮 2025/11/21 21:39:41
- 鱼类主要组织相容性复合体2025科研试剂现货 2025/11/21 21:39:39
- 鱼类甲状腺素(T4)ELISAKit2025科研试剂现货 2025/11/21 21:39:27
- 小鼠双氢睾酮(DHT)ELISAKit2025科研试剂包邮 2025/11/21 21:39:12
- 双花扁豆凝集素(DBA)ELISAKit2025科研试剂现货 2025/11/21 21:39:03
- 小鼠糖原合成酶激酶3β(GSK-3β)ELISAKit2025科研试剂包邮 2025/11/21 21:38:46