成量游标卡尺0-150
成都成量工具集团有限公司系国内的工量具专业生产厂家,其前身成都量具刃具厂始建于一九五六年,为国家“一五”时期重点建设项目,以来一直是国家工量具的重点生产企业和出口基地企业。经过近五十年的发展,公司已成为国内生产量刃具及数控刀具产品品种最全、信誉的企业之一。
珠海市创丰机电设备有限公司成立于2004年,凭借在自动化领域的专业水平和成熟的技术,在气动工控领域迅速崛起。是一家集科研、设计、生产、维修、销售和系统集成为一体的高新技术企业,是日本、台湾、韩国等知名企业在大陆地区的核心分销商。 公司主要经营的产品有:气动、液压、工控、直线运动、联轴器等。为解决进口产品订货周期长的问题,公司现已对大量产品做了库存。 依靠科技求发展,不断为用户提供满意的高科技产品,是我们始终不变的追求。在充分引进吸收国外技术的基础上,以的产品质量和精湛的技术服务受到了用户的一致好评, 公司在发展的过程中,不断与国内多个科研机构交流合作,设计生产、维修调试和工程改造能力迅速提高,规模不断扩大。公司已由初建时的贸易型公司转变为综合型的技术实体,下辖贸易、工程和系统集成公司。 创丰员工奉行“进取 求实 严谨 团结”的方针,不断开拓创新,以技术为核心、视质量为生命、奉用户为上帝,竭诚为您提供性价比的气动工控产品、高质量的工程设计改造及无微不至的售后服务。
0-150mm供应成量数字卡尺0-150mm电子卡尺
| 品牌:成量 产地:上海 | ||||
| 注意事项:1、不可接近强磁场(磁场强度小于500高斯);2、在卡尺的任何部位都不能施加电压,也不要用电笔刻字,以免损坏电子元件;3、在卡尺经常不使用的时候可以取出电池。 | ||||
| 技术指标:测量范围:0~300mm、0~200mm、0-150mm、分辨力(mm):0.01工作电源:3V(CR2032)扣式电池 测量速度:≤1.5m/s工作条件:温度0~+40℃储运温度:-10~+60℃ 真断电 20min关机 | ||||
| 功能:任意位置置零,便于相对测量;测量单位有公制和英制两种模式;任意位置进行相对测量和绝对测量的互换(ABS功能) | ||||
| 联系人:和小姐 QQ:904022495 手机:13510531173 电话:-601 | ||||
| 邮箱:904022495@qq.com 传真: 公司网址:http://ssfj1236.jdzj.com/ | ||||
0-150mm供应广陆数显卡尺0-150mm数字游标卡尺
| 品牌:国产广陆 产地:广西 量程:0-150mm 0-200mm 0-300mm 精度:0.01mm[150] 0.02mm[200/300] | 2, 44, 551, 24, 5, 16, 561, 6 Bitmap | |||
| 注意事项:1、不可接近强磁场(磁场强度小于500高斯);2、在卡尺的任何部位都不能施加电压,也不要用电笔刻字,以免损坏电子元件;3、在卡尺经常不使用的时候可以取出电池。 | ||||
| 技术指标:测量范围:0~500mm、0~300mm、0~200mm、0-150mm、分辨力(mm):0.01工作电源:3V(CR2032)扣式电池 测量速度:≤1.5m/s工作条件:温度0~+40℃储运温度:-10~+60℃ 真断电 20min关机 | ||||
| 功能:任意位置置零,便于相对测量;测量单位有公制和英制两种模式;任意位置进行相对测量和绝对测量的互换(ABS功能) | ||||
| 使用方法:1、 准备工作: | ||||
| (1)、擦干尺身保护膜表面(用干燥清洁的布可沾酒精或清洁油擦试),清洁各测量面。 | ||||
| (2)、松开紧固螺钉,移动尺框,检查显示屏和各按键工作是否正常。 | ||||
| 2、测量:(1) 按REL键,打开电源,这时LCD显示“REL”提示符;(2)按测量制式转换键(mm/in)选择所需单位制;(3) 移动尺框,使两外测量面手感接触后按REL键置零,即可进行正常测量; | ||||
| 3、特殊功能键的使用方法(1)REL键——开关、清零和预置键该键为短按键,在关机状态下按此键开机,接通电源;在非设置状态下按下此键将示值清零,同时将测量模式切换到相对模式(增量模式);如在设置状态下短按该键则递增当前修改数位的数字,如超出该数位的最大值则将数字滚回到0;测量完毕后长按该键关机,切断电源。(2)ABS键——绝对和相对测量转换键。开机时,卡尺处于非设置状态,在此状态下短按该键将示值置为为已设好的预置值(如预置值无效,则将预置值置为0),同时将测量模式转换到绝对模式,LCD显示ABS提示符;在此状态下长按该键则进入预置设置状态。LCD显示SET提示符,同时将当前数位选在最高位,当前修改数位的数字闪烁显示。在设置状态短按该键,则将当前修改的数位右移一位,如超出最低位,则滚回到最高位;在此状态下长按该键则接受当前的修改值,退出设置状态,自动进入绝对测量模式(并取消所有特殊功能),LCD显示ABS提示符和已经设置好的预置值。 | ||||
| 联系人:和小姐 QQ:904022495 手机:13510531173 电话:-601 | ||||
| 邮箱:904022495@qq.com 传真: 公司网址:http://ssfj1236.jdzj.com/ | ||||
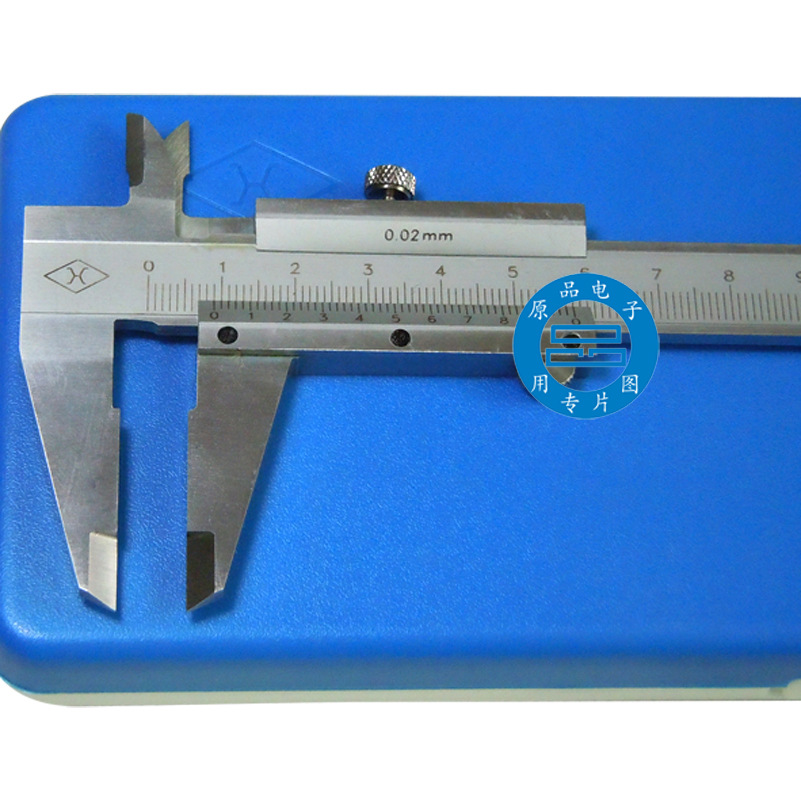
【正品】上量游标卡尺 卡尺 划线卡尺0-150mm/0.02mm
标题:游标卡尺 线卡 机械卡尺 上量游标卡尺0-150mm 0-200mm 0-300mm/0.02mm
品牌:上量
产地:上海
产品描述
●不锈钢制造
●可以测量外径、内径、深度和台阶
●无视差的游标刻度提供准确的读数
| 产品货号 | 测量范围mm | 示值误差mm | L mm | a mm | b mm | c mm | d mm |
| G102-126-101 | 0-150 | ±0.03 | 236 | 40 | 21 | 16.5 | 16 |
| G102-126-102 | 0-200 | ±0.03 | 286 | 50 | 24 | 19.5 | 16 |
| G102-126-103 | 0-300 | ±0.04 | 400 | 60 | 25 | 20.5 | 17 |

IP54防水数显卡尺0-150,中性贴牌,性价比高
| 货 号 | 产品名称 | 规格型号 | 分辨率mm |
| 01-01-150 | 电子数显卡尺 | 0-150 | 0.01 |
| 01-01-200 | 电子数显卡尺 | 0-200 | 0.01 |
| 01-01-300 | 电子数显卡尺 | 0-300 | 0.01 |
| 01-01-500 | 电子数显卡尺 | 0-500 | 0.01 |
| 01-06-500 | 高档数显卡尺 | 0-500 | 0.01 |
| 01-03-150 | 电子数显卡尺黑 | 0-150 | 0.01 |
| 01-03-200 | 电子数显卡尺黑 | 0-200 | 0.01 |
| 01-03-300 | 电子数显卡尺黑 | 0-300 | 0.01 |
| 01-04-150 | 高精度数显卡尺 | 150*0.005 | 0.005 |
| 01-04-200 | 高精度数显卡尺 | 200*0.005 | 0.005 |
| 01-04-300 | 高精度数显卡尺 | 300*0.005 | 0.005 |
| 01-05-150 | 高精度数显卡尺(带背光) | 150*0.005 | 0.005 |
| 01-05-200 | 高精度数显卡尺(带背光) | 200*0.005 | 0.005 |
| 01-05-300 | 高精度数显卡尺(带背光) | 300*0.005 | 0.005 |
| 01-08-150 | 塑料数显卡尺 | 0-150 | 0.01 |
三丰数显/游标卡尺0-150mm 三丰 数显卡尺 类型深度
Mitutoyo三丰数显卡尺500-196-20/500-197-20/500-173-20
产品名称:数显卡尺产品说明:500系列-不带数据输出功能
| 名称 | 型号 | 量程 | 重复精密(mm/in) | 误差值 |
| 数显卡尺 | 500-196-20 | 0-150mm | 0.01/0.005 | +0.02mm |
| 数显卡尺 | 500-197-20 | 0-200mm | 0.01/0.005 | +0.02mm |
| 数显卡尺 | 500-173-20 | 0-300mm | 0.01/0.005 | +0.03mm |
特点:1.大型清晰的液晶读数显示。2.由于此款卡尺仅具有所需的基本功能,因此价格较低。3.ZERO/ABS键:可通过ZERO/ABS键在任意滑块位置调零,以便步进地比较测量结?显示:液晶显示功能:原点设置、调零、电源开/关、英制/公制转换、SPC数据输出、数据保持电池: SR44(1个)电池寿命:正常使用情况下约为20.000小时最大响应速度:无极限警告:低电压、尺身污染、计算错误工作温度: 0℃至40℃
存放温度:-10℃至60℃

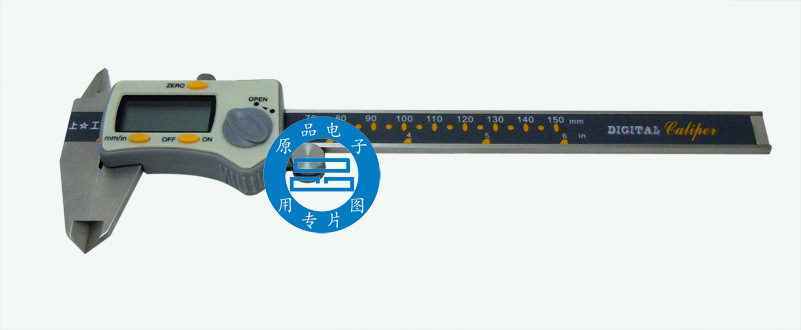
【现货批发】电子卡尺 游标卡尺0-150mm/0.01 上工数显卡尺
标题:上工数显卡尺 电子卡尺 游标卡尺 数显电子游标卡尺 0-150mm 0-200mm 0-300mm
名称:数显卡尺
品牌:上工
性能参数:
| 产品名称 | 规格(mm) | 分辨率(mm) | 误差值(mm) |
| 数显卡尺 | 0-150 | 0.01 | +0.02 |
| 数显卡尺 | 0-200 | 0.01 | +0.02 |
| 数显卡尺 | 0-300 | 0.01 | +0.03 |
电子数显卡尺使用说明
注意事项
1. 开始使用前,用干燥清洁的布(可沾少许清洁油)反复轻擦尺身保护膜表面。
2. 在卡尺的任何部位不能施加电压,也不要用电笔刻字,以免损坏电子元件。
技术指标:
分辨力(mm): 0.01
工作电源:1.5v扣式电池
测量速度:≤1.5m/s
工作条件:温度0~+40℃;相对湿度<80%
储运温度: -10~+60℃
功能:
1.任意位置置零,便于相对测量。
2.任意位置公制与非公制转换。
3.带电源开关。
使用方法:
1.准备工作:
(1)擦干尺身保护膜表面(见注意事项),清洁各测量面。
(2)松开紧固螺钉,移动尺框,检查显示屏和各按键工作是否正常。
2.测量:
(1)按开关键(ON/OFF),打开电源;
(2) 按公英制转换键(in/mm)选择所需单位制;
(3)移动尺框,使两外测量面手感接触后按置零键(ZERO)置零,即可进行正常测。
四用不锈钢带表卡尺 游标卡尺 西南卡尺0-150MM/0.02m
标题:原装西南带表卡尺不锈钢游标卡尺四用表盘式卡尺0-150 mm 0-200mm 0-300mm 0.02mm
带表卡尺
| 测量范围(mm) | 分度值(mm) | 指示表值范围(mm) |
| 0-100 | 0.01,0.02 | 1,2 |
| 0-150 | 0.01,0.02 | 1,2 |
| 0-200 | 0.01,0.02 | 1,2 |
| 0-300 | 0.02 | 2 |
性能特点:
1、 具有测量内径、外径、深度、台阶四种功能。
2、 能进行直接测量和比较测量。
3、 不锈钢制造,刻线面无光镀铬,激光刻线、线纹清晰、耐磨。
4、 滚轮微调,便于单手操作。
5、 指示表外围金黄,色泽鲜艳,并具有双向防震功能。
使用说明:
1、 使用前,松开尺框上紧固螺钉,并将尺框平稳拉开,用布将测量面、导向面擦干净。
2、 校正“零”位。移动尺框,使两外测量面相接触,此时表针应与表盘上方的“零”刻线重合。如未重合,则松开表圈紧固螺钉,转动表圈使之对齐,然后拧紧表面紧固螺钉。
读数方法:
1、 当尺身分度值为1mm,指示表分度值为0.02mm,指示表示值范围为2mm时,如:主刻度读数为27mm,指示表读数为0.96mm,读数结果就是:27.96mm。
2、 直接测量和比较测量:
直接测量:用卡尺直接测量工件,按上述读数方法读出工件的测量值。
比较测量:将标准量块(或标准样件)置于两测量面间(孔,测用环规),先松开表盘紧固螺钉,转动表盘,使表针与“零”线重合,锁紧表盘,然后测量工件,从指示表上即可读出工件相对于标准件样件的尺寸差值。这对同一尺寸的大批量检查将大大提高工效。
注意事项:
1、 保持卡尺测量面、齿条和其它传动部分的清洁、润滑。测量后应该随手合上量爪,以防止灰尘、切削等物损示齿条。
2、 卡尺移动尺框应平稳,应避免快速移动向尾端碰撞和跌落。禁止将卡尺放在磁性物体上。发现卡尺带有磁性,应及时退磁后方可使用。
3、 调整表针“零”位,非专业人员不可拆卸表盘和表针。

0-150mm上工带表卡尺 表盘式卡尺 游标卡尺0-150mm/0.02mm 现货供应
标题:带表卡尺 游标卡尺 表盘式卡尺 卡尺0-150册 0-200mm 0-300mm
带表卡尺
| 测量范围(mm) | 分度值(mm) | 指示表值范围(mm) |
| 0-100 | 0.01,0.02 | 1,2 |
| 0-150 | 0.01,0.02 | 1,2 |
| 0-200 | 0.01,0.02 | 1,2 |
| 0-300 | 0.02 | 2 |
性能特点:
1、 具有测量内径、外径、深度、台阶四种功能。
2、 能进行直接测量和比较测量。
3、 不锈钢制造,刻线面无光镀铬,激光刻线、线纹清晰、耐磨。
4、 滚轮微调,便于单手操作。
5、 指示表外围金黄,色泽鲜艳,并具有双向防震功能。
使用说明:
1、 使用前,松开尺框上紧固螺钉,并将尺框平稳拉开,用布将测量面、导向面擦干净。
2、 校正“零”位。移动尺框,使两外测量面相接触,此时表针应与表盘上方的“零”刻线重合。如未重合,则松开表圈紧固螺钉,转动表圈使之对齐,然后拧紧表面紧固螺钉。
读数方法:
1、 当尺身分度值为1mm,指示表分度值为0.02mm,指示表示值范围为2mm时,如:主刻度读数为27mm,指示表读数为0.96mm,读数结果就是:27.96mm。
2、 直接测量和比较测量:
直接测量:用卡尺直接测量工件,按上述读数方法读出工件的测量值。
比较测量:将标准量块(或标准样件)置于两测量面间(孔,测用环规),先松开表盘紧固螺钉,转动表盘,使表针与“零”线重合,锁紧表盘,然后测量工件,从指示表上即可读出工件相对于标准件样件的尺寸差值。这对同一尺寸的大批量检查将大大提高工效。
注意事项:
1、 保持卡尺测量面、齿条和其它传动部分的清洁、润滑。测量后应该随手合上量爪,以防止灰尘、切削等物损示齿条。
2、 卡尺移动尺框应平稳,应避免快速移动向尾端碰撞和跌落。禁止将卡尺放在磁性物体上。发现卡尺带有磁性,应及时退磁后方可使用。
3、 调整表针“零”位,非专业人员不可拆卸表盘和表针。

游标卡尺 卡尺 九量游标卡尺0-150mm 现货供应线卡
标题:九量上申游标卡尺卡尺划线卡尺线卡机械卡尺0-150mm 0-200mm 0-300mm
名称:游标卡尺
品牌:九量上申
基本参数:
| 测量范围(mm) | 游标读数值(mm) | 形式(GB/T1214.2-1996) |
| 0-150 | 0.02,0.05 | I型 |
| 0-200 | 0.02,0.05 | I型 |
| 0-300 | 0.02,0.05 | II型,III型 |
性能特点:
1、0-200mm以下规格的卡尺具有测量内径、外径、深度、台阶四种功能。
2、测量范围大于200mm的卡尺可配有微调装置。
3、采用不锈钢或优质碳素钢材料。
4、尺身刻线面无光泽镀铬,激光刻线或镀黑铬照相刻线。
5、外爪大倒角美观适用。
使用说明:
1、 使用前,松开尺框上紧固螺钉,将尺框平稳拉开,用布将测量面、导向面擦干净。
2、 检查“零”位:轻推尺框,使卡尺量爪测量面合并,游标“零”刻线和尾刻线应与尺身相应线对齐。否则,应送计量室或有关部门调整。
3、 测量外径时,应将两外测量面与被测表面相贴合。
4、 测量内孔尺寸时,量爪应在孔的直径方向上测量。
5、 测量深度尺寸时,应使深度尺杆与被测工件底面相垂直。
6、 圆弧内测量爪测量。
7、 圆弧内测量爪测量孔径、沟槽等内尺寸时,卡尺的读数L1是量爪内测量面间的距离,被测的正确尺寸还应加上量爪尺寸b,即L=L1+b。圆弧内量爪b的尺寸一般为10mm或20mm。
8、 读数方法示例:
当尺身刻度值为1mm,游标读数值为0.02mm时,如:尺身读数是21mm,游标读数是0.03mm。读数结果应是:21.30mm
注意事项:
1、 不要把卡尺的两个量爪当作螺丝扳手用,或用量爪的尖端用作划线工具、圆规等。
2、 移动尺框和微动装置时,应松开紧固螺钉。
3、 带深度尺的卡尺用完后要合并量爪。卡尺使用完毕,必须擦净上油,放回到卡尺盒(或袋内)
4、 不要将卡尺放在磁性物体上。发现卡尺带有磁性,应及时退磁后方可使用。
