平磨加工方式供应表面粗糙度比较样块 平磨
供应表面粗糙度比较样块 平磨加工方式销售表面粗糙度比较样块对比用。
产品名称 粗糙度加工方法 规格 粗糙度Ra值um 块数 符合国标表面粗糙度比较样块 车外圆 组合式 0.8、1.6、3.2、6.3 32 GB6060.2-85 镗内孔 0.8、1.6、3.2、6.3 刨 0.8、1.6、3.2、6.3 平铣 0.8、1.6、3.2、6.3 端铣 0.8、1.6、3.2、6.3 磨外圆 0.1、0.2、0.4、0.8 平磨 0.1、0.2、0.4、0.8 研磨 0.1、0.05、0.025、0.012 表面粗糙度比较样块 车外园 双组式 0.8、1.6、3.2、6.3 8 GB6060.2-85
磨外园 0.1、0.2、0.4、0.8
表面粗糙度比较样块 刨 双组式 0.8、1.6、3.2、6.3 8 GB6060.2-85
表面粗糙度比较样块 平磨 0.1、0.2、0.4、0.8
表面粗糙度比较样块 平铣 双组式 0.8、1.6、3.2、6.3 8 GB6060.2-85
表面粗糙度比较样块 端铣 0.8、1.6、3.2、6.3
表面粗糙度比较样块 镗内孔 双组式 0.8、1.6、3.2、6.3 8 GB6060.2-85
表面粗糙度比较样块 磨内孔 0.1、0.2、0.4、0.8
表面粗糙度比较样块 手研 单组式 0.1、0.05、0.025、0.012 4
表面粗糙度比较样块 平磨 单组式 0.1、0.2、0.4、0.8 4
表面粗糙度比较样块 电火花线切割 单组式 0.63、1.25、2.5、5.0、10 5 GB6060.3-86
表面粗糙度比较样块 电火花 单组式 0.4、0.8、1.6、3.2、6.3、12.5 6 GB6060.3-86
表面粗糙度比较样块 抛光 单组式 0.8、0.4、0.2、0.1、0.05、0.025、0.012 7 GB6060.4-88
表面粗糙度比较样块 铸造钢铁砂型 单组式 3.2、6.3、12.5、25、50、100、800、1000 8 GB6060.1-85
表面粗糙度比较样块 抛喷丸 0.2、0.4、0.8、1.6、3.2、6.3、12.5、25、50、100 10 GB6060.5-88
表面粗糙度比较样块 喷砂 0.8、1.6、3.2、6.3、12.5、25 6
表面粗糙度比较样块 抛喷丸+喷砂 综合以上二项 16 GB6060.5-88
标准对比
南京高辉机电有限公司表面粗糙度比较样块(喷砂)
南京高辉机电有限公司表面粗糙度比较样块(抛喷丸)
南京高辉机电有限公司表面粗糙度比较样块(铸造钢铁砂型)
南京高辉机电有限公司表面粗糙度比较样块(抛光)
南京高辉机电有限公司表面粗糙度比较样块(电火花 )
南京高辉机电有限公司表面粗糙度比较样块(电火花切割)
南京高辉机电有限公司表面粗糙度比较样块(镗内孔/磨内孔)
南京高辉机电有限公司表面粗糙度比较样块(车外圆/磨外圆)
南京高辉机电有限公司表面粗糙度比较样块(组合式)
原厂特价表面粗糙度比较样块火爆直销 喷砂
原厂特价表面粗糙度比较样块火爆直销 抛喷丸
原厂特价表面粗糙度比较样块火爆直销 钢铁铸造砂型
原厂特价表面粗糙度比较样块火爆直销 抛光
原厂特价表面粗糙度比较样块火爆直销 电火花
原厂特价表面粗糙度比较样块火爆直销 电火花切割
原厂特价表面粗糙度比较样块火爆直销组合式
HC型 粗糙度比较样块,粗糙度样块,粗糙度标准块,标准模块,粗糙度

设备概述:
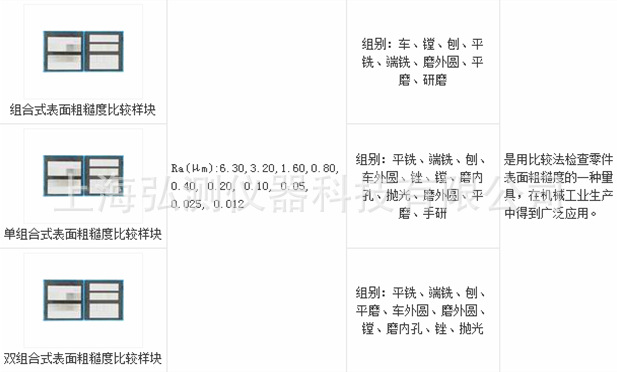
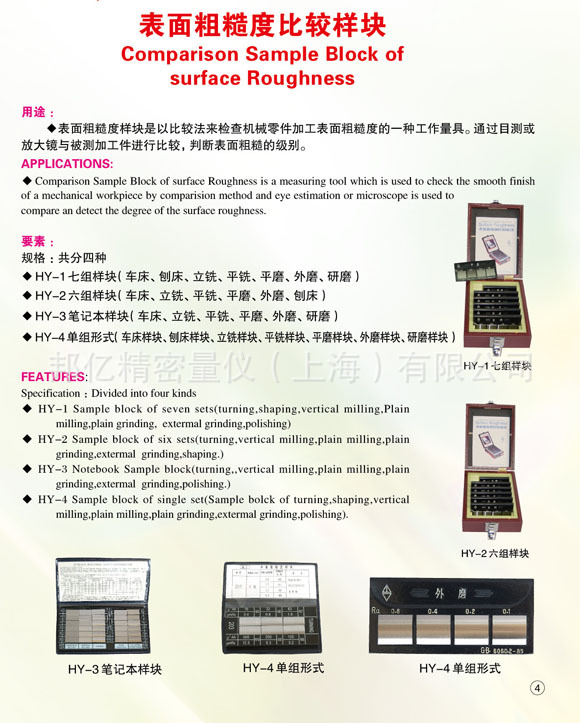
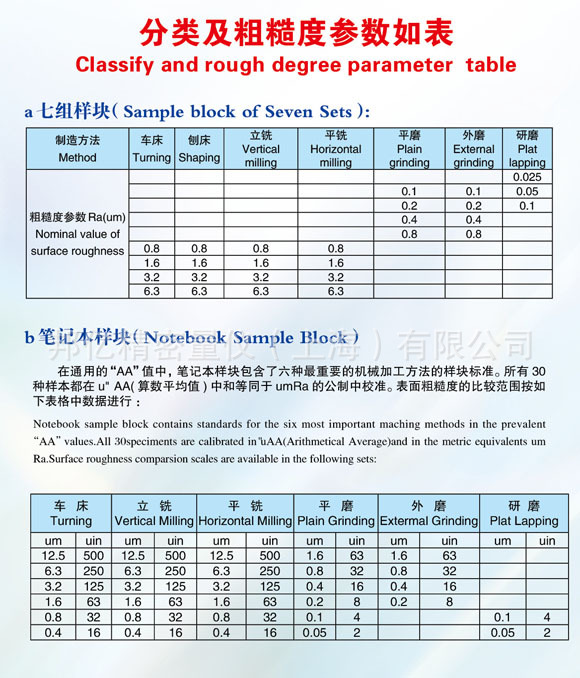
表面粗糙度比较样块是用比较法检查零件表面粗糙度的一种量具,在机械工业生产中得到广泛的应用。符合GB标准。
技术指标:
l 组合式表面粗糙度比较样块
| 组别 | Ra(μm) | 质量(kg) | |||||||||
| 6.30 | 3.20 | 1.60 | 0.80 | 0.40 | 0.20 | 0.10 | 0.05 | 0.025 | 0.012 | ||
| 车 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| 0.142 |
| 镗 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 刨 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 平铣 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 端铣 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 磨外圆 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 平磨 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 研磨 |
|
|
|
|
|
| ○ | ○ | ○ | ○ | |
l 单组合式表面粗糙度比较样块
| 组别 | Ra(μm) | 质量(kg) | |||||||||
| 6.30 | 3.20 | 1.60 | 0.80 | 0.40 | 0.20 | 0.10 | 0.05 | 0.025 | 0.012 | ||
| 平铣 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| 0.046 |
| 端铣 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 刨 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 车外圆 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 锉 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 镗 | ○ | ○ | ○ |
|
|
|
|
|
|
| |
| 磨内孔 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 抛光 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 磨外圆 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 平磨 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 手研 |
|
|
|
|
|
| ○ | ○ | ○ | ○ | |
l 双组合式表面粗糙度比较样块
| 组别 | Ra(μm) | 质量(kg) | |||||||||
| 6.30 | 3.20 | 1.60 | 0.80 | 0.40 | 0.20 | 0.10 | 0.05 | 0.025 | 0.012 | ||
| 平铣 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| 0.054 |
| 端铣 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 刨 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 平磨 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 车外圆 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 磨外圆 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 镗 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 磨内孔 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
| 锉 | ○ | ○ | ○ | ○ |
|
|
|
|
|
| |
| 抛光 |
|
|
| ○ | ○ | ○ | ○ |
|
|
| |
华光量具 车床等机加工七组 粗糙度对比样块 平铣 平磨比较样块

解决方案包括:
*金相理化分理解决方案
*光学精密测量解决方案
*力学材料试验解决方案
*无损检测分析解决方案
*元素含量分析解决方案
*硬度、涂层综合解决方案
邦亿精仪Byes,是我们创业的品牌,我们业精于勤,为行业持续提供力学,光学,长度,硬度检测,无损探伤,金相理化分析,力学材料试验机,刀具预调测量,激光打码等技术及仪器全解决方案!“精益求精,创新致胜”是我们孜孜以求不懈努力的动力源泉! 对于国内客户而言,我们具有强大的行业检测仪器选型和指导经验,以及良好的售前、售中和售后服务,销售网络也日趋完善!选择邦亿,让我们创造一个和企业共同进步的环境、互帮共赢,真正实行“亿”价值!方案覆盖检验项目: ◆金属材料的显微组织及低倍组织的检验; ◆钢铁及合金的主量和痕量元素成分测定◆样品的表面形态的显微观察; ◆冶金原辅料,如矿石、石灰石、炉渣、耐火材料等化学成分分析◆断口微观分析; ◆有色金属及合金成分分析◆表面金属覆盖层的厚度测量; ◆纯金属分析◆显微区域的元素定性分析、半定量分析; ◆金属材料涂镀层分析◆显微硬度测试; ◆高精度几何测量、◆金属材料工艺及产品的缺陷分析。 ◆水体、环境样品分析◆金属零部件的表面分析。 ◆高分子材料定性定量分析
| 加工定制 | 是 | 类型 | 对比样块 | 品牌 | 邦亿 |
| 型号 | 七组样块 | 测量范围 | RA 0.025-6.3 | 测量参数 | 粗糙度Ra |
| 取样长度 | 0.8(mm) | 评定长度 | 0.8(mm) | 扫描长度 | 0.8(mm) |
| 电源 | 0 | 重量 | 1(kg) | 外型尺寸 | 参考说明(mm) |





产品有现货,可以直拍发货! 周一到周六17点前当天发货!
GB电火花粗糙度样板【表面粗糙度比较样板】_粗糙度对比样板【品牌/图片/价格】_粗糙度比较样块厂家
粗糙度比较样块 电火花
电火花(6块组)
粗糙度比较样块是检查加工后工件表面的一种对比量具,它的使用方法是以样块工作面的表面粗糙度为标准,凭触觉(如手摸)或视觉(可借助放大镜、比较显微镜等)与待检查的工件表面进行比对,从而判别别检查表面的表面粗糙度是否合乎要求。这是一种定性的检查工具。
| 加工方法 | Ra值,um | 每组块数 |
| 刨 车外圆 平铣 镗磨内孔 端铣 平磨 磨外圆 研磨 | 刨:0.8 1.6 3.2 6.3 | 各4块 |
| 车外圆:0.8 1.6 3.2 6.3 | ||
| 平铣:0.8 1.6 3.2 6.3 | ||
| 镗内孔:0.8 1.6 3.2 6.3 | ||
| 端铣:0.8 1.6 3.2 6.3 | ||
| 平磨:0.1 0.2 0.4 0.8 | 各4块 | |
| 外磨:0.1 0.2 0.4 0.8 | ||
| 研磨:0.1 0.2 0.4 0.8 | ||
| 车外圆 磨外圆 | 6.3 3.2 1.6 0.8 | 8 |
| 镗内孔 磨内孔 | 0.8 0.4 0.2 0.1 | 8 |
| 手研 | 0.1 0.05 0.025 0.012 | 4 |
| 线切割(一) | 1.6 2.5 3.2 5.0 6.3 | 5 |
| 线切割(二) | 0.63 1.2 2.5 5.0 10 | 5 |
| 电火花 | 0.4 0.8 1.6 3.2 6.3 12.5 | 6 |
| 抛光 | 0.8 0.4 0.2 0.1 0.012 0.015 0.025 | 7 |
| 铸造钢铁砂型 | 3.2 6.3 12.5 25 50 100 Rz800 1000 | 8 |
| 抛喷丸 | 0.2 0.4 0.8 1.6 3.2 6.3 12.5 25 50 100 | 10 |
| 喷砂 | 0.8 1.6 3.2 6.3 12.5 25 | 6 |
 表面粗糙度比较样板组合式:0.8、1.6、3.2、6.3 32 GB6060.2-85
表面粗糙度比较样板组合式:0.8、1.6、3.2、6.3 32 GB6060.2-85
最新产品
- 高分子基材料抗拉强度试验机衡翼自产自销性价比优 2024/5/21 22:42:07
- 磁力分布磁感强度试验机 2024/5/21 22:34:48
- 磁力磁场强度分析测试机 2024/5/21 22:33:02
- 充电枪线缆扭转寿命试验机 2024/5/21 22:22:51
- 销售GDC-TM-80X155美国派克PARKER气缸 2024/5/21 19:10:05
- 代理德国HENGSTLER编码器RI41-H/1024EE.12KB 2024/5/21 19:07:59
- 销售英国NORGREN电磁阀Y340162-0231DC24V 2024/5/21 19:04:35
- 厂家原装立式脉动真空压力蒸汽灭菌器YMMD125L 2024/5/21 18:24:19
- 厂家原装卧式方形脉动真空压力蒸汽灭菌器YX0.6WM型 2024/5/21 18:20:16
- 厂家原装手提式不锈钢压力蒸汽灭菌器YX280/15 2024/5/21 18:14:44
- 希而科优势供 应TRAFAG-900系列压力开关 工控备件5 2024/5/21 18:11:32
- 希而科优势供 应TRAFAG-900系列压力开关 工控备件4 2024/5/21 18:11:23
- 希而科优势供 应TRAFAG-900系列压力开关 工控备件3 2024/5/21 18:11:13
- 希而科优势供 应TRAFAG-900系列压力开关 工控备件2 2024/5/21 18:11:03
- 希而科优势供 应TRAFAG-900系列压力开关 工控备件 2024/5/21 18:10:52
- IR600/660/710 大芯径石英光纤 190-1200nm NA0.22 2024/5/21 18:09:56
- 厂家原装卧式圆形压力蒸汽灭菌器YX600W型 2024/5/21 18:09:50
- 希而科优势品牌 TWK IW 150系列 位移传感器 型号解析 5 2024/5/21 18:05:24
- 希而科优势品牌 TWK IW 150系列 位移传感器 型号解析 4 2024/5/21 18:05:11
- 希而科优势品牌 TWK IW 150系列 位移传感器 型号解析 3 2024/5/21 18:05:00
- 厂家原装国产立式压力蒸汽灭菌器(智能控制)YM30 2024/5/21 18:04:53
- 希而科优势品牌 TWK IW 150系列 位移传感器 型号解析 2 2024/5/21 18:04:51
- 希而科优势品牌 TWK IW 150系列 位移传感器 型号解析 2024/5/21 18:04:39
- 真空压力表 2024/5/21 18:01:39
- 绿滨垫生产厂家,新型绿滨垫价格 2024/5/21 18:01:21
- 普通压力表 2024/5/21 17:57:57
- 防腐数显压力表精锋仪表 2024/5/21 17:55:11
- 表径100轴膜盒压力表精锋仪表 2024/5/21 17:51:10
- 膜盒压力表精锋仪表 2024/5/21 17:48:05
- 东莞房屋安全鉴定房屋损坏鉴定的依据与程序 2024/5/21 17:44:56